

上期我分享了锂电设备的成熟技术对铅蓄电池的叠片问题解决提供了参照和帮助。本期我们来看看锂电叠片设备设计的经验分享。我们先来看看一组不良电池的图片:

从上述图片中我们从电池拆解可以明显地发现:不良电池与我们的叠片工艺不良直接相关。左边的图上留下明显的压爪印,说明我们叠片机在叠片的过程中,对电池极片和隔膜有较大的压伤。于是我们对叠片机的叠片机构进行分析,发现我们老式的叠片机是采用叠片托举气缸向上托住叠片台和叠片体,压爪向下压住极片保证叠片时极片始终被压住而不跑位置。
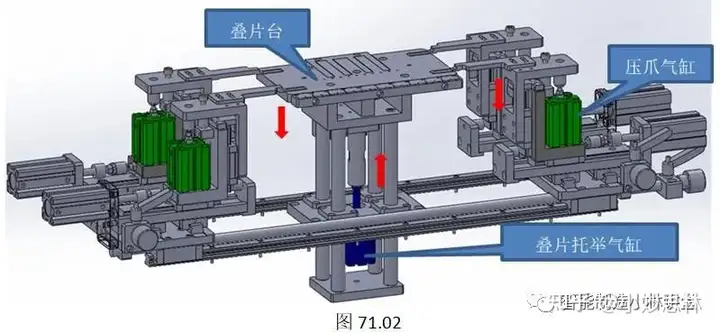
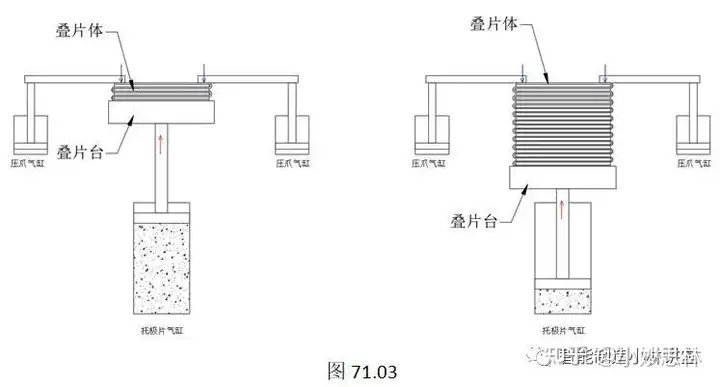
托举气缸通过调节气缸气压压力,保正能提供大于叠片台和叠片体重量的托力。由于托力必须大于叠台和最大叠片体的重量(否则叠片台就会下沉),因此叠片的过程中极片初期承受的更大的压力,因此很难克服这个问题。当然这个问题是基于上图叠片机构原理设计中采用气缸提供持续的向上托力来保证叠片台始终向上而导致的缺陷。如下图71.03,我们来研究一下叠片的过程中。叠片体的厚度会跟随叠片数量的不断增加而增加,这个时候我们需要叠片体可以下降,以保持叠片的位置不变,原有结构中采用气缸中气体的可压缩性来吸收厚度的增大。由于传统叠片机的机构就是这样设计的,所以我们一开始并没有怀疑这个结构有缺陷。我们尝试更改压爪材质,抛光压爪,贴柔软的材料等,均没有取得理想的效果。后来对其原理进行分析才发现,为了能提供最大重量的叠片体重量,托极片气缸的向上的托力,必须按最大叠片体重量来调。这就导致一开始的极片承受了最大的压爪压力!
我们换一个思路,我们其实只需要保持叠片上层的高度,才是我们想要的。这样压爪压力可以稳定,并且不需要太大。基于这一想法,我们只需将原升降气缸改为马达丝杠的机构就可以很容易实现,同时解决的压爪压伤电芯的问题。于是我们的结构改为下图:
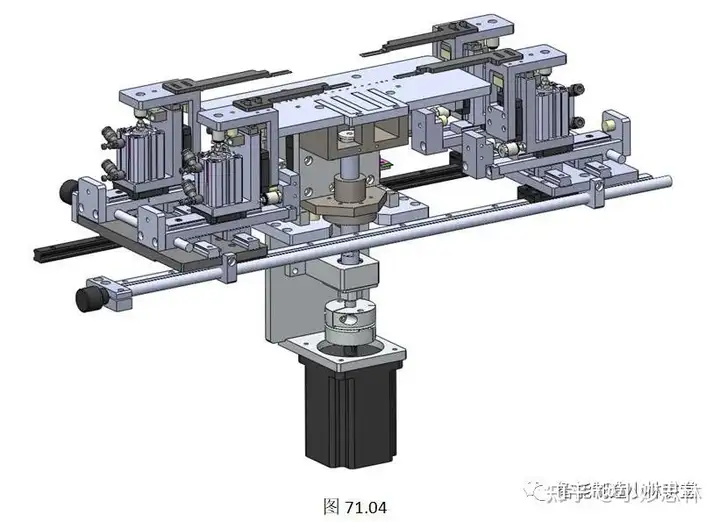
这样修改后的叠片机,压爪压伤极片的问题得到大幅减少,提升了叠片电芯的良率,节省了公司的成本。所以我们在做锂电设备设计时,不要一味被原有设备经验限制,跳出原有框架,考虑我们工艺的本质要求,很有可能得到良好的结果!

因此不墨守成规,大胆而细致地思考问题的本质,也是我们分析和解决生产问题的有效方法。欢迎关注微信公众号:智能制造小林讲堂,为了方便交流请加群:锂电智能制造技术交流群和我(我的微信:xlcl520m1314,请备注想加群)联系交流,提升技术广交朋友。由于时间和知识有限,难免错误和疏漏,希望发现的读者不吝赐教,谢谢!文中内容部分来自网络,仅供学习交流,未经许可不得转载!免费不易,不喜勿喷。
免责声明:文章内容来自互联网,版权归原作者所有,本站仅提供信息存储空间服务,真实性请自行鉴别,本站不承担任何责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:锂电池叠片工艺会产生哪些不良,不良产生的原因和怎样去处理这些不良呢? https://www.bxbdf.com/zsbk/zt/9703.html