电火花线切割(Wire Electrical Discharge Machining,WEDM)是一种基于电火花加工原理的精密加工技术,特别适用于高硬度导电材料的复杂形状切割。以下是对其原理和特点的总结:
基本原理
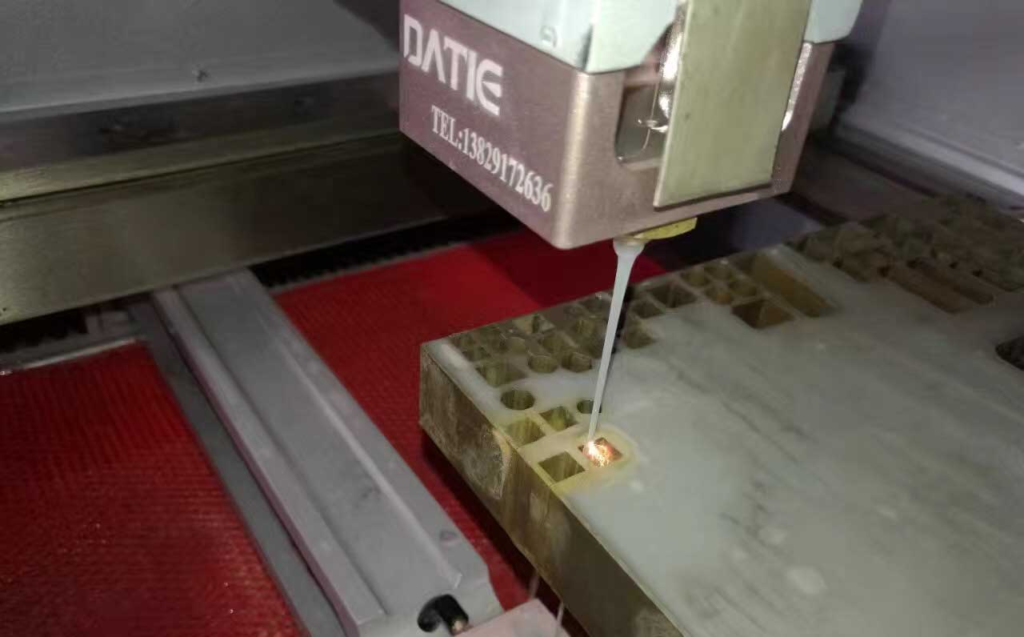
- 放电腐蚀:
- 通过工具电极(金属丝)与工件之间的脉冲放电产生瞬间高温(可达10,000°C以上),使局部材料熔化和气化,从而去除材料。
- 工件通常接正极,电极丝接负极,在绝缘介质(如去离子水)中形成放电通道。
- 放电间隙控制:
- 电极丝与工件间保持几微米至几十微米的间隙,由伺服系统动态调整,确保持续放电并避免短路。
- 工作液作用:
- 绝缘介质:去离子水或油基液体在非放电状态下绝缘,放电时被击穿形成电离通道。
- 冷却与排屑:冷却工件和电极丝,同时冲走蚀除的碎屑,维持加工稳定性。
加工流程
- 穿丝与定位:电极丝穿过工件预加工的穿丝孔,由导轮系统引导形成切割路径。
- 数控轨迹控制:通过数控系统精确控制工件(或电极丝)的移动,沿预设路径切割。
- 多遍加工:常采用粗、精加工结合,先高速切除材料,再低速修整表面以提高光洁度。
核心要素
- 电极丝材料:常用钼丝(高速走丝)、铜或镀锌铜丝(低速走丝),直径0.1-0.3mm,影响加工精度与速度。
- 工作液选择:去离子水成本低且环保,油基液加工表面质量更高,但易燃。
- 脉冲电源:调节放电能量与频率,平衡加工速度与表面粗糙度。
分类与特点
- 高速走丝(HS-WEDM):
- 电极丝往复运动,速度达10m/s,钼丝重复使用,成本低但精度较低(±0.02mm),表面粗糙度Ra 2.5μm。
- 低速走丝(LS-WEDM):
- 电极丝单向移动,一次性使用,速度0.2m/s,精度高(±0.002mm),表面粗糙度Ra 0.4μm,适合精密模具。
- 中走丝:结合多次切割技术,提升高速走丝的精度,性价比高。
优势与局限
- 优势:
- 可加工任何导电材料,尤其擅长高硬度(如硬质合金、淬火钢)。
- 无机械切削力,适合薄壁、微细结构。
- 复杂轮廓加工能力,精度达微米级。
- 局限:
- 仅限导电材料,加工速度较慢。
- 电极丝损耗影响精度(高速走丝更明显)。
- 需预加工穿丝孔,无法直接加工盲孔。
应用领域
- 模具制造:如冲压模、注塑模的型腔及镶件。
- 航空航天:加工涡轮叶片气膜孔、高温合金零件。
- 医疗器械:精密手术器械、微细电极。
- 科研领域:微细零件及复杂几何形状加工。
技术发展
- 智能化控制:自适应调节放电参数,减少断丝风险。
- 微细线切割:使用直径≤0.03mm的电极丝,实现微米级加工。
- 复合加工:结合激光打孔或铣削,提升加工效率。
电火花线切割凭借其独特优势,在精密制造领域持续发挥重要作用,尤其随着数控技术和材料科学的进步,其应用范围与加工能力不断扩展。
免责声明:文章内容来自互联网,版权归原作者所有,本站仅提供信息存储空间服务,真实性请自行鉴别,本站不承担任何责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:电火花线切割是什么原理 https://www.bxbdf.com/zsbk/zt/53696.html