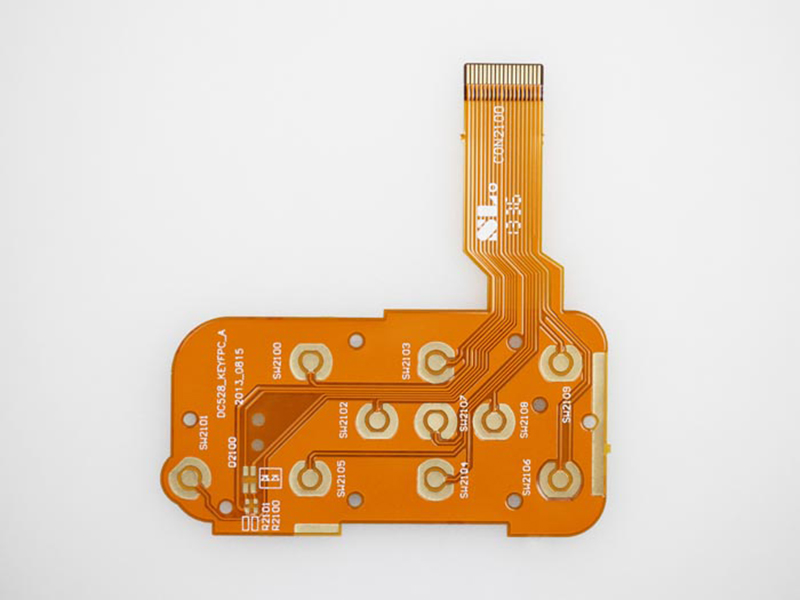
PCBA贴片工艺流程全解析
在PCBA贴片加工前,工程团队需仔细验证客户提供的文件,包括Gerber文件、BOM清单及坐标文件,Gerber文件包含电路板各层图形数据,BOM清单需明确元器件的型号、封装和位号,而坐标文件则用于指导贴片机精准定位,物料采购环节需核对元器件供应商的资质,对关键元件进行批次抽检,以确保不使用过期或存储不当的物料,钢网的制作也至关重要,需根据PCB焊盘的尺寸选择合适的厚度,激光切割工艺可确保开孔精度达到±0.01mm。
锡膏印刷技术要点
全自动锡膏印刷机通过视觉定位系统精确对准PCB与钢网,在刮刀压力控制在3-5kg范围内,以45-60度角匀速推动锡膏,印刷过程中,需维持环境温度在23±3℃、湿度在40-60%RH,以避免锡膏粘度变化,印刷完成后,使用SPI(焊膏检测仪)进行三维扫描,检测锡膏的厚度、面积和体积参数,合格标准要求锡膏厚度公差不超过±15μm,偏移量小于焊盘尺寸的10%。
高速贴片机作业流程
采用多悬臂贴片机,可实现0402封装元件每分钟30000点的贴装速度,对于QFN、BGA等精密元件,需要使用高精度的模组,吸嘴会根据元件的尺寸动态切换,真空压力维持在-70kPa至-90kPa,飞行对中系统能在元件移动过程中完成视觉定位,位置校正精度达到±0.025mm,对于异形元件,需要定制专用吸嘴,对于LED、连接器等器件,则需要设置特殊的贴装压力参数。

回流焊接温度控制
八温区回流焊炉通过预热、保温、回流和冷却四个阶段完成焊点形成,典型的温度曲线要求预热区升温速率为1-3℃/s,峰值温度控制在235-245℃(无铅工艺),液态保持时间为50-90秒,热电偶实时监控各温区的温度波动,PID控制系统将温度偏差稳定在±2℃以内,焊接完成后,需进行外观检查,确保焊点光亮、无虚焊、连锡或立碑现象。
插件元件波峰焊接
DIP插件元件经过人工或自动插件后,进入波峰焊设备,助焊剂喷涂系统采用定量雾化技术,覆盖均匀度需达到95%以上,双波峰设计包括湍流波和层流波,前者用于破除氧化膜,后者形成完整的焊点,锡槽温度维持在250±5℃,接触时间为3-5秒,焊后剪脚工序需确保引脚残留长度为0.5-1.5mm,弯折角度不超过30度。

在线检测与功能测试
自动光学检测(AOI)设备通过多角度CCD相机捕捉焊点图像,通过算法比对标准模板来判断缺陷,X射线检测仪可穿透BGA封装,检测隐藏焊球的塌陷、空洞等缺陷,分辨率高达1μm级别,功能测试架模拟真实工作环境,对PCBA进行上电测试,关键参数包括电压、电流、信号频率等,测试覆盖率要求达到98%以上,误测率控制在0.5%以内。
返修与清洗处理
BGA返修台采用红外加热与底部预热相结合的方式,精确控制芯片区域温度曲线,热风枪返修时使用专用喷嘴,局部温度偏差不超过±3℃,清洗工序根据产品要求选择水基或溶剂型清洗剂,离子残留检测需满足IPC标准(≤1.56μg/cm²),对于精密器件,超声波清洗更为适宜,频率设定为40kHz可有效去除微粒污染物而不损伤焊点。

成品包装与存储
真空防潮包装采用铝箔袋封装,内置湿度指示卡和干燥剂,以确保存储环境湿度≤10%RH,防静电包装材料的表面电阻需在10^6-10^9Ω范围,运输周转箱配备导电轮和接地链,存储仓库需保持温度15-35℃,并配备ESD防护地板和离子风机,出货前进行最终外观检查,确保包装标识完整,批次追溯标签信息可准确关联生产数据。
通过上述一系列严格的工艺控制和检测手段,确保了PCBA产品的质量和可靠性,满足了现代电子产品的生产需求。